

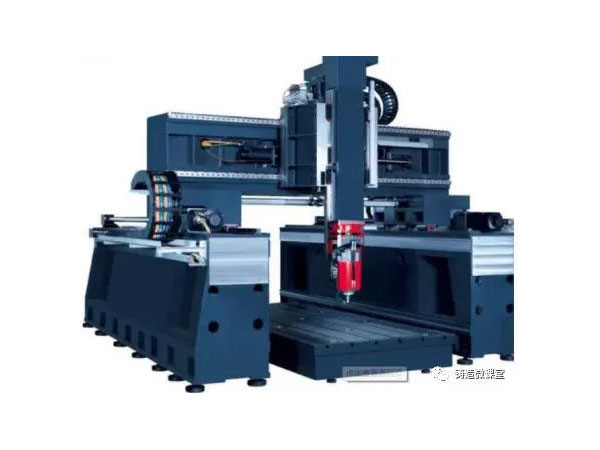
廣義的機床是指包括車、銑、刨、磨、鋸、割等金屬冷加工所用到的設備。以立式銑床為例,其基本組成一般是底座,立柱、橫梁、工作臺、滑鞍座、主軸箱以及電機座、動力箱等結構。
機床鑄件的結構特點:
①結構復雜,一般設計為框箱式結構,周身加工。即便是簡單的工作臺,其底面和頂面都要進行加工,鑄造工藝設計難度較大。
②隱形要求高。很多的人認為機床件傻大笨粗,沒有什么技術含量。其實機床鑄件的隱形技術要求非常高,如帶導軌的底座、工作臺、滑鞍座等部件,導軌硬度差在25HB以內,而硬軌產品則要求在5-20HB以內。硬度要求170-210HB可以輕松做到,但普通小廠很難有足夠的能力來保證批量生產時的穩定性。導軌還有一個硬性要求是不允許補焊。又如動力箱等鑄件要求耐壓滲漏試驗。
由于高速加工中的切削速度,進給速度和加減速度都很大。機床的發熱量及運動部件的慣性量都很大,容易導致機床結構過量溫升,熱變形產生沖擊,影響加工精度。
所以機床結構件鑄件一般采取灰鑄鐵就可以滿足性能要求,同時灰鑄鐵的減震性能好,片狀石墨的散熱良好。良好的加工性能,不允許有加工硬點。石墨形態為均勻無方向性的A型石墨。
隨著技術的進步,越來越多的人認識到特種鑄鐵在機床鑄件上的優勢,如球墨鑄鐵、蠕墨鑄鐵,微合金化改良的灰鑄鐵等。
③內腔筋板多,有的筋板設計成夾角狀。狹縫多。按照實型鑄造工藝流程,涂料涂刷困難,造型埋砂困難,清理困難。
④壁厚不均勻,筋板薄只有15-20mm,而導軌等部位局部可以達到100mm以上。采用消失模實型鑄造工藝時,鐵水散熱快,溫度損失多,會產生氣化不良、夾渣等缺陷,而且無法避免。
⑤大平面多,長高比懸殊,易產生變形。采用大平面在下底注方式生產時,氣體排出不暢,易產生漲箱、氣孔等缺陷。
采用樹脂砂實型鑄造機床鑄件的優點:
1、采用樹脂砂造型剛度好,使得在澆注初期由于砂型強度高,這就有利于鑄鐵凝固過程中的石墨化膨脹,能有效地消除毛坯件出現縮孔、縮松缺陷,從而實現鑄造件的少冒口、無冒口鑄造。
2、在鑄造生產中大量采用聚苯乙烯泡塑模樣,應用呋喃樹脂自硬砂造型。當金屬液澆入樹脂砂鑄型時,泡沫塑料模樣在高溫、高壓的金屬液作用下迅速氣化,燃燒并快速消失,金屬液取代了原來泡沫塑料所占據的位置,經冷卻凝固形成與泡沫模樣形狀相同的鑄造物。
3、相對來說,樹脂砂消失模鑄造對于生產單件或小批量的汽車覆蓋件、機床床身等比較傳統砂型有很大優勢,它不但省去了生產企業昂貴的模型費用,而且便于操作,縮短了生產周期,提高了生產效率,生產的鑄件、機床鑄件尺寸精度高,加工余量小,表面質量好等優勢。
但在實際生產中,采用實型樹脂砂工藝生產機床鑄件仍存在較多的質量問題。主要體現在:
①基體組織和石墨形態控制不良,硬度不均勻,加工性能不良。
②鑄造缺陷多,氣孔、夾渣等缺陷無法根治。
③內腔粘砂嚴重,清理困難。
④觀念落后,總把機床鑄件當做傻大笨粗的鐵疙瘩,有關材質、工藝等方面的研究較少。
澆注系統設計時的注意事項:
①機床床身件的澆注系統不宜使用雨淋式澆注系統,因為雨淋內澆道在床身整個導軌長度上分布,又為半封閉式澆注系統,由于澆道分散,而且澆注系統內90度轉彎太多,所以金屬液在澆注系統內流速小,特別是內澆道出口處的壓力小,流速低,并因為內澆道分散而金屬液溫降較多,因此在澆注過程中,金屬液流動至型腔至后部位時,溫度已降低太多,氣體及渣無法及時上浮逸出,所以在金屬液到達的至后部位(床頭結合部位)產生大面積的皮下氣孔、渣孔、澆不足等缺陷。
②內澆道的位置不應使金屬液在型腔內急轉彎,避免因阻力過大而流速降低。內澆道的位置要使金屬液在型腔內流動順利,并利于排氣排渣。
③金屬液在型腔中易產生死角或者渦流的部位應設置內澆道或者開設過水口。
機床鑄件在澆注時應該注意以下四點:
①在澆注開始階段可采取先細流慢澆的方法,待澆注系統被金屬液充滿后,即可加大澆注速度越快越好,但以澆口杯內金屬充滿而不外溢為準則。這樣做可以有效的避免澆注初期特別是在金屬液剛接觸泡沫塑料的瞬間,由于模樣材料氣化產生大量氣體,當直澆口沒充滿或剛開始澆注時金屬液的靜壓頭小于聚苯乙烯分解產物的氣體壓力時過快地澆注產生嗆火使金屬液飛濺的現象。
②澆注過程不可中斷。在消失模鑄件澆注時,必須保持連續地注入金屬液,直至鑄型全部充滿。否則,就易在停頓處造成鑄件整個平面的冷隔缺陷。
③在澆注的后期,當金屬液達到模樣的頂部或冒口根部時,就應略需收包,以保持金屬平穩上升和不致使金屬液沖出冒口。
④盡可能選用底注包。底注包金屬液的熱損失小、壓頭大,澆注速度快,渣子浮在金屬液上表面,澆注鐵水比較干凈。受設備條件制約,對一些要求不高或一般中小機床鑄件亦 可用轉包澆注。
目前樹脂砂實型工藝生產機床鑄件并沒有大的技術突破,很多廠家自我感覺良好,只是因為產品比較低端。刮膩子,補焊的大有人在,而主機廠也睜只眼閉只眼,只要不是關鍵部位出問題,也就那樣了。


0373-7762500,7762718
 微信公眾號
微信公眾號
 720° VR全景
720° VR全景













